石家莊ug數(shù)控編程培訓(xùn)學(xué)校
- 時(shí)間:2021-04-29作者:河北德瑪科技信息有限公司瀏覽:140
河北德瑪科技信息有限公司專注于石家莊ug數(shù)控編程培訓(xùn),邢臺ug數(shù)控編程培訓(xùn),北京ug培訓(xùn),石家莊數(shù)控編程培訓(xùn),衡水ug數(shù)控編程培訓(xùn),滄州ug數(shù)控編程培,石家莊模具培訓(xùn),保定ug數(shù)控編程培訓(xùn),邯鄲ug數(shù)控編程培訓(xùn)等, 歡迎致電 13833466981
詞條
詞條說明
一、G90/91絕對/增量尺寸編程(1)G90(模態(tài)),G90是絕對尺寸輸入,所有數(shù)據(jù)對應(yīng)于實(shí)際工件零點(diǎn)。(2)G91(模態(tài)),G91是增量尺寸輸入,每一尺寸對應(yīng)于上一個(gè)輪廓點(diǎn)。二、G70/G71英制/公制編程G70英制,G71米制,根據(jù)零件圖紙的需要,在編制零件加工程序時(shí),可以在英制和米制之間切換。三、G54~G57設(shè)置零點(diǎn)偏移,建立工件坐標(biāo)系G54/G55/G56/G57:調(diào)用第1至第4可設(shè)置
【邯鄲ug數(shù)控編程培訓(xùn)】ug數(shù)控編程CAM
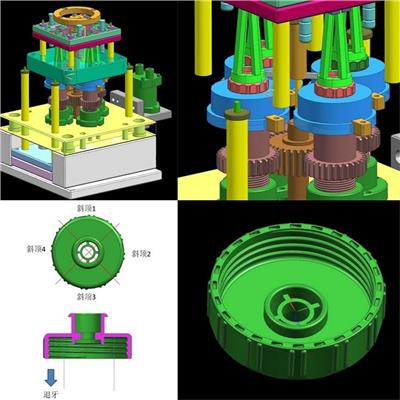
UG CAM是整個(gè)UG系統(tǒng)的一部分,它以三維主模型為基礎(chǔ),具有強(qiáng)大可靠的刀具軌跡生成方法,可以完成銑削(2.5軸~5軸)、車削、線切割等的編程。UG CAM是模具數(shù)控行業(yè)最具代表性的數(shù)控編程軟件,其最大的特點(diǎn)就是生成的刀具軌跡合理、切削負(fù)載均勻、適合高速加工。另外,在加工過程中的模型、加工工藝和刀具管理,均與主模型相關(guān)聯(lián),主模型更改設(shè)計(jì)后,編程只需重新計(jì)算即可,所以UG編程的效率非常高。UG CA
怎么對加工工序進(jìn)行區(qū)分數(shù)控加工工序的區(qū)分一般可按下列辦法進(jìn)行:1.刀具集中分序法 便是按所用刀具區(qū)分工序,用同一把刀具加工完零件上所有能夠完結(jié)的部位。在用第二把刀、第三把完結(jié)它們能夠完結(jié)的其它部位。這樣可削減換刀次數(shù),緊縮空程時(shí)刻,削減不必要的定位差錯(cuò)。2. 以加工部位分序法 關(guān)于加工內(nèi)容許多的零件,可按其結(jié)構(gòu)特點(diǎn)將加工部分分紅幾個(gè)部分,如內(nèi)形、外形、曲面或平面等。一般先加工平面、定位面,后加工
數(shù)控車床基本是屬于平面編程。一般是2軸,XZ軸。視機(jī)床的檔次會多個(gè)旋轉(zhuǎn)主軸C軸。通常只使用系統(tǒng)指令的一部分,部分指令受車床加工方式的限制根本用不到。學(xué)起來很簡單。只要會普車,最多一個(gè)星期就可以學(xué)會數(shù)控車。加工中心屬于立體編程,至少3軸(XYZ)或4軸(XYZC),系統(tǒng)指令基本上全要用到。而且宏程序的使用會很頻繁(復(fù)雜形狀)。手動編程重要用于簡單形狀零件的加工比如圓柱,錐體,或復(fù)雜形狀零件中形狀有規(guī)
聯(lián)系方式 聯(lián)系我時(shí),請告知來自八方資源網(wǎng)!
公司名: 河北德瑪科技信息有限公司
聯(lián)系人: 李老師
電 話:
手 機(jī): 13833466981
微 信: 13833466981
地 址: 河北石家莊裕華區(qū)石家莊裕華區(qū)方興路178號
郵 編:
網(wǎng) 址: sjzcnc.cn.b2b168.com
相關(guān)推薦







相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請仔細(xì)核驗(yàn)對方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 河北德瑪科技信息有限公司
聯(lián)系人: 李老師
手 機(jī): 13833466981
電 話:
地 址: 河北石家莊裕華區(qū)石家莊裕華區(qū)方興路178號
郵 編:
網(wǎng) 址: sjzcnc.cn.b2b168.com
- 相關(guān)企業(yè)
- 湖北歐凡企研教育科技有限公司
- 東莞市酷睿教育科技有限公司
- 東莞市實(shí)力教育咨詢有限公司
- 濰坊博海數(shù)控技術(shù)培訓(xùn)有限公司
- 成都金加成型工程技術(shù)咨詢有限公司
- 慈溪市學(xué)程教育信息咨詢有限公司
- 張家港市捷梯職業(yè)培訓(xùn)學(xué)校
- 東莞盈安教育科技有限公司
- 上海育通教育信息咨詢有限公司
- 昆山凱思達(dá)培訓(xùn)有限公司
- 商家產(chǎn)品系列
- DJ培訓(xùn)
- IT培訓(xùn)
- IT認(rèn)證培訓(xùn)
- mba培訓(xùn)
- 法語培訓(xùn)
- 服裝設(shè)計(jì)培訓(xùn)
- 設(shè)計(jì)培訓(xùn)
- 攝影培訓(xùn)
- 生物家教
- 聲樂培訓(xùn)
- 室內(nèi)設(shè)計(jì)培訓(xùn)
- 書法培訓(xùn)
- 化學(xué)家教
- 會計(jì)培訓(xùn)
- 計(jì)算機(jī)等級考試培訓(xùn)
- 技能培訓(xùn)
- 游戲動漫培訓(xùn)
- 游泳培訓(xùn)
- 幼兒園
- 瑜伽培訓(xùn)
- 羽毛球培訓(xùn)
- 語文家教
- 遠(yuǎn)程教育培訓(xùn)
- 在職研究生培訓(xùn)
- 職業(yè)技能培訓(xùn)
- 家教
- 電腦維修培訓(xùn)
- 電子商務(wù)培訓(xùn)
- 動畫設(shè)計(jì)培訓(xùn)
- 俄語培訓(xùn)
- 產(chǎn)品推薦
- 資訊推薦









¥10.00