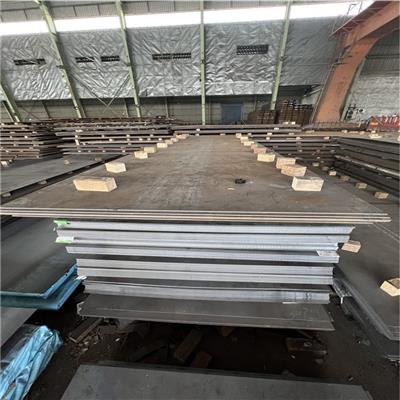
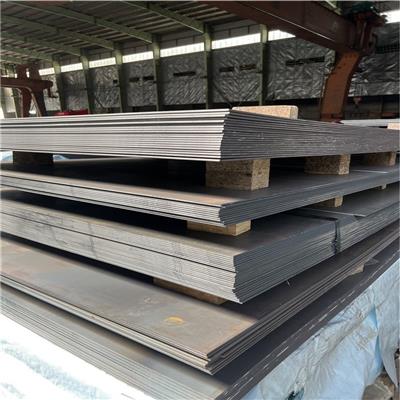
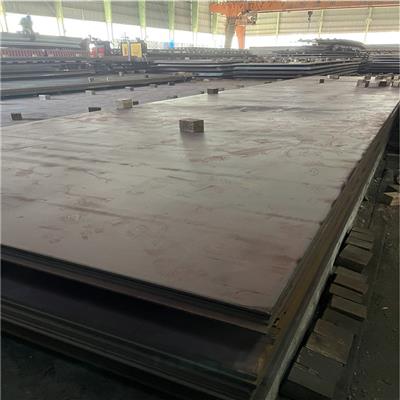
大興美標鋼板40mm
- 時間:2023-05-31作者:上海鑄然供應(yīng)鏈(集團)有限公司瀏覽:22
上海鑄然供應(yīng)鏈(集團)有限公司專注于歐標H型鋼,美標鋼板,英標槽鋼等
詞條
詞條說明
【標題】 歐標管材:切削力的預(yù)測采用刀尖處的切削力乘以比切削抗力的模式。這是一種較簡便的的方法,但卻得到了切削力波形與實測值一致的良好結(jié)果。計算出每一瞬間由切削力引起的刀具撓曲量,將其和形成已加工面的切削刃位置的位移相連就能得到已加工面的形狀。與大規(guī)模有限元法的計算比較,計算時間是非常少的,輸入刀具信息和切削條件信息,就能容易地仿真加工誤差。盡管數(shù)據(jù)庫里已具有確實適應(yīng)的切削加工條件,人們?nèi)韵MM
歐標H型鋼IPBV650,歐標H型鋼型號米重表 光亮退火仍保持其反射表面,而且不產(chǎn)生氧化皮。由于光亮退火過程中不發(fā)生氧化反應(yīng),所以,不需要再進行酸洗和鈍化處理。拋光表面加工No.3:由3A和3B表示。:表面經(jīng)過均勻地研磨,磨料粒度為8~1目。:毛面拋光,表面有均勻的直紋,通常是用粒度為18~2目的砂帶在2A或2B板上一次拋磨而成。No.4:單向表面加工,反射性不強,這種表面加工可能在建筑應(yīng)用中用
歐標H型鋼IPBV320機械設(shè)備零件 一般情況下,低速的測出值要比高速的大,特別是在機床軸負荷和運動阻力較大時。低速運動時工作臺運動速度較低,不易發(fā)生過沖**程(相對“反向間隙”),因此測出值較大;在高速時,由于工作臺速度較高,容易發(fā)生過沖**程,測得值偏小。回轉(zhuǎn)運動軸反向偏差量的測量方法與直線軸相同,只是用于檢測的儀器不同而已。反向偏差的補償國產(chǎn)數(shù)控機床,精度有不少.2mm,但沒有補償功能。對這類
歐標H型鋼HE1000B來量檢驗按標準 十二五期間,我國油氣當量將達到3億噸或以上。隨著油氣田開采數(shù)量逐年增加,且逐步向深井、海下、復(fù)雜工況條件的區(qū)域發(fā)展,使用的油井管線在數(shù)量需求增長的同時,品種質(zhì)量要求也在不斷提高。為了解決油井管在COH2S、Cl-共存條件下的耐腐蝕難題,油井管生產(chǎn)企業(yè)相繼開發(fā)了2Cr1HP213Cr、雙相不銹鋼、鐵鎳基及鎳基合金油井管,以滿足不同井況的需求。其中,HP213
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
聯(lián)系人: 劉淦
電 話:
手 機: 13671927581
微 信: 13671927581
地 址: 上海寶山淞南江楊南路2500弄30號3樓
郵 編:
網(wǎng) 址: 19921686721.b2b168.com
相關(guān)推薦





相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
聯(lián)系人: 劉淦
手 機: 13671927581
電 話:
地 址: 上海寶山淞南江楊南路2500弄30號3樓
郵 編:
網(wǎng) 址: 19921686721.b2b168.com
- 相關(guān)企業(yè)
- 山東天行健鋼鐵有限公司
- 武漢鑫榮昌物資有限公司
- 上海景闊實業(yè)有限公司
- 河北鐵誠新材料科技有限公司
- 無錫中百耀特鋼有限公司
- 天津兔丫丫科技發(fā)展有限公司
- 上海智邦鋼結(jié)構(gòu)技術(shù)有限公司
- 佛山市鑫圳貿(mào)易有限公司
- 上海展灝**貿(mào)易有限公司
- 云南烽陽鋼材有限公司
- 商家產(chǎn)品系列
- 鎂
- 錳鐵
- 鈮鐵
- 鎳
- 鎳鉻
- 鎳合金
- 硼鐵
- 印刷合金
- 硬質(zhì)合金
- 優(yōu)特鋼
- 有色金屬制品
- 云母
- 珍珠巖
- 礦山運輸設(shè)備
- 礦業(yè)設(shè)備
- 銠
- 鋰輝石
- 連鑄設(shè)備
- 釕
- 磷鐵
- 硫礦
- 鋁
- 鋁錳
- 麥飯石
- 銅
- 涂鍍產(chǎn)品
- 鎢鉬合金
- 鎢鐵
- 金
- 金屬絲繩
- 產(chǎn)品推薦
- 資訊推薦




¥5800.00


¥890.00

¥3400.00



¥6700.00

¥3520.00

¥0.30