塑料注塑模具的組成和結構
- 時間:2019-12-02作者:成都拓成之峰科技有限公司瀏覽:161
成都拓成之峰科技有限公司專注于注塑加工,模具設計制造等
詞條
詞條說明
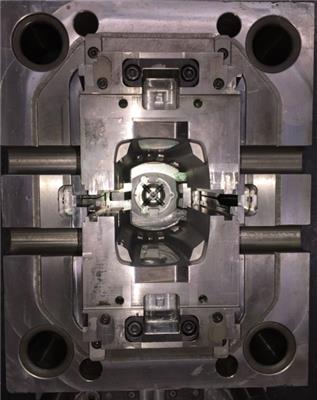
一、單分型面注塑模 開模時,動模和定模分開,從而取出塑件,稱單分型面模具,又稱雙板式模。它是注塑模具中較簡單較基本的一種形式,它根據需要可以設計成單型腔注塑模,也可以設計成多型腔注塑模,是應用較廣泛的一種注塑模。 二、雙分型面注塑模 雙分型面注塑模有兩個分型面,與單分型面注塑模具相比較,雙分型面注塑模具在定模部分增加了一塊可以局部移動的中間板(又叫活動澆口板,其上設有澆口、流道及定模所需要的其它
高光注塑技術又稱快速熱循環注塑技術,使用此技術可以很好地復制模具表面的任何形狀,使制品件表面無熔痕,表面高光達到鏡面效果;提高塑件強度和表面硬度;使薄壁注塑成型提高注塑流動性,提高產品品質和強度;使厚壁注塑成型周期可降低60%以上;*后續環境污染嚴重噴涂工藝,可減少工藝流程,節省能源與材料。 這樣可以直接降低塑料制品的成本,也能較好的保護環境和操作人員的人身健康。 高光注塑的工藝原理 在合模前及
注塑成型工藝是指將熔融的原料通過加壓、注入、冷卻、脫離等操作制作一定形狀的半成品件的工藝過程。 塑件的注塑成型工藝過程主要包括合模-——填充——(氣輔,水輔)保壓——冷卻——開模——脫模等6個階段。 1.合模,即閉合模具 2.填充 填充是整個注塑循環過程中的第一步,時間從模具閉合開始注塑算起,到模具型腔填充到大約95%為止。填充時間越短,成型效率越高;但是在實際生產中,成型時間(或注塑速度)要受到
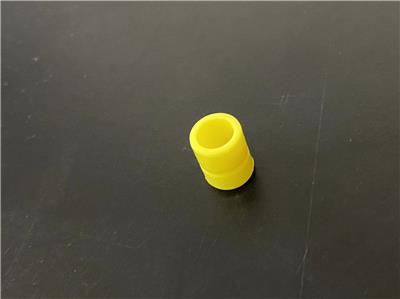
吹塑產品都是中空的;注塑因為有注塑口,所以成型后的產品會多出一小快不要的部分,會有道工序把它剪掉,不過如果仔細觀察還是可以發現的; 注射成型是使熱塑性或熱固性模塑料先在加熱料筒中均勻塑化,而后由柱塞或移動螺桿推擠到閉合模具的模腔中成型的一種方法。 注射成型幾乎適用于所有的熱塑性塑料。近年來,注射成型也成功地用于成型某些熱固性塑料。注射成型的成型*,成型制品質量可由幾克到幾十千克,能一次成型外形
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 成都拓成之峰科技有限公司
聯系人: 顧經理
電 話:
手 機: 15680861882
微 信: 15680861882
地 址: 四川成都溫江區金府路西段619號
郵 編:
網 址: toppd158.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 成都拓成之峰科技有限公司
聯系人: 顧經理
手 機: 15680861882
電 話:
地 址: 四川成都溫江區金府路西段619號
郵 編:
網 址: toppd158.b2b168.com
- 相關企業
- 深圳市鑫盛潤澤科技有限公司
- 深圳市赤捷科技有限公司
- 廣州市瓶多多塑料制品有限公司
- 上海芮朔精密模塑科技有限公司
- 溫州市嘉勝新材料有限公司
- 濟南誠達模具有限公司
- 世智元模具科技(東莞)有限公司
- 嘉興晗晴電子有限公司
- 合肥真全橡塑制品有限公司
- 合肥市東科新材料有限公司
- 商家產品系列
- 工藝禮品加工
- 掛歷印刷
- 管件加工
- 滾塑加工
- 海報印刷
- 孔加工
- 玩具設計加工
- 五金工具加工
- 五金加工
- 五金配件包裝
- 吸塑包裝
- 吸塑加工
- 銑床加工
- 線切割加工
- 橡膠成型加工
- 橡膠加工
- 焊接加工
- 化工產品加工
- 環保設備加工
- 機械加工
- 機械零部件加工
- 激光加工
- 擠塑加工
- 加工
- 汽摩配件加工
- 染整加工
- 熱處理
- 車床加工
- 沖壓加工
- 床上用品加工
- 產品推薦
- 資訊推薦








¥30000.00


¥366.00
