斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭
- 時間:2020-06-15作者:鄭州華菱超硬材料有限公司瀏覽:133
鄭州華菱超硬材料有限公司專注于立方氮化硼刀具,CBN刀片,PCBN刀片等
詞條
詞條說明
淬火鋼硬度58度硬車削耐磨刀片-淬硬鋼62度高精度刀頭 經過淬火后的鋼件硬度很高,也成為淬硬鋼,傳統方式都是采用磨削工藝來獲得,但為了提高加工效率,降低生產成本,隨著刀具行業的不斷發展,逐漸出現了硬車(以車代磨)工藝,但同樣車削淬硬鋼難度較大,由于遇到斷續切削工況,較難保證其加工效果。 1、淬硬鋼硬車刀具的切削參數選擇 硬車淬硬鋼的切削用量,首先確定合理的切削速度,其次是切削深度,再其次是進給量
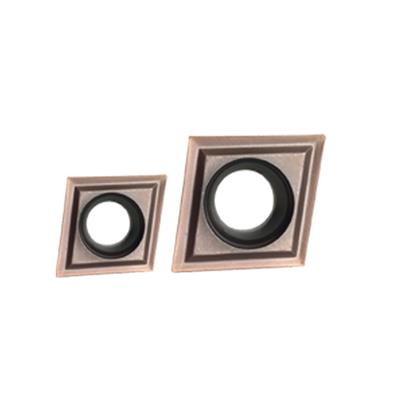
數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片 數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片,常見的牌號及型號有:DNGA150408,WNGA080408,CNGA120408,CNGA120404,VNGA160404, VNGA160408,WNGA080404等。上述型號刀片是華菱根據加工車間反映使用硬質合金刀片加工淬火鋼加工效率慢,磨損快,硬
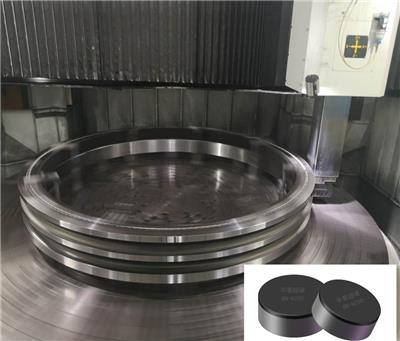
華菱超硬為淬火鋼領域提供硬車、硬銑、仿形加工、切槽、螺紋加工等CBN刀具,并且形成了從連續到斷續,從粗加工—**精加工一整套的硬切削刀具方案供用戶選擇,在齒輪/齒輪軸,同步器,軸承,絲杠,模具等領域具備豐富的硬切削經驗,以下是華菱超硬CBN刀具硬切削淬火鋼的部分案例: 工件材質:20CrMnTi(硬度HRC58-62) 刀片型號:BN-H05 CNGA120408 切削參數:Vc=180m/min
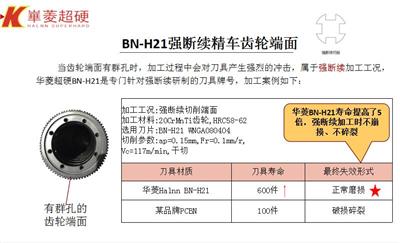
熱后硬車齒輪(20CrMnTi)硬度58-62斷續加工抗沖擊刀片
齒輪20CrMnTi斷續加工抗沖擊刀片-精加工硬度58-62刀頭 20CrMnTi是合金滲碳鋼,其制造過程如下:鍛造→正火→機械加工→滲碳處理→淬火→低溫回火→精加工。預處理(正火)后硬度為156-207HBS;較終熱處理后硬度為58-62HRC。 針對精車工序,硬車削齒輪存在3種工況——連續精車、微斷續精車和強斷續精車,針對這三種不同的工況,國內外都需要選擇不同的刀片,連續精車選擇精密BN-H0
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
電 話:
手 機: 15617726385
微 信: 15617726385
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
相關推薦


相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
手 機: 15617726385
電 話:
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
- 相關企業
- 稷山縣大博金金剛石工具有限公司
- 金點精密工具(東莞)有限公司
- 河南黃河旋風股份有限公司
- 南陽易順達機械設備有限公司
- 深圳市精聯數控刀具有限公司
- 深圳市精聯數控刀具有限公司
- 瑞安市寶銳精密機械有限公司
- 山東瑞城機械制造有限公司
- 馬鞍山市宇拓機械刀具廠
- 蘇州宗愨新材料科技有限公司
- 商家產品系列
- 百分表
- 半徑規
- 包裝機械
- 標準件
- 測量輪
- 機床
- 機床刀架
- 機床導軌
- 機床墊鐵
- 機床工作臺
- 機床護罩
- 機床加工中心
- 機床接桿
- 機床絲桿
- 機床拖鏈
- 機床維修
- 機床吸盤
- 機床用虎鉗
- 機床主軸
- 機器視覺
- 機械零件加工
- 機械設備
- 機用刀片
- 激光加工機床
- 橡塑機械
- 壓力試驗設備
- 夾頭
- 減速機
- 鉸刀
- 金屬制品
- 產品推薦
- 資訊推薦

¥28.00
¥46000.00


¥5300.00





¥4200.00
